Nekoč ...
Priprava zvarnih robov predstavlja v srednje težki in težki industriji vedno znova izziv in velikokrat tudi težavo, s katero se proizvajalci spopadajo na različne načine.
V preteklosti so problem priprave zvarnih robov reševali pretežno mehansko (rezkanje, brušenje) in s pomočjo avtogene tehnologije. Vsi našteti postopki so relativno zamudni. Ker postaja porabljeni čas obdelave vedno pomembnejši faktor v vsaki proizvodnji, se proizvajalci obračajo k novejšim alternativnim načinom priprave zvarnih robov, ki pomenijo prihranek časa, obenem pa v marsičem tudi poenostavljajo tradicionalne postopke priprave zvarnih robov.
... in danes
V novejšem času se v srednje težki in težki industriji vedno bolj uveljavlja plazemski postopek priprave zvarnih robov. Prednosti plazemske priprave zvarnih robov so v primerjavi z avtogenim postopkom predvsem v hitrosti in kakovosti. Postopek plazemske priprave zvarnih robov je možno enostavno avtomatizirati in robotizirati.
Z razvojem sodobnih koordinatnih CNC rezalnikov in ustrezne programske opreme je postala priprava zvarnih robov s plazmo še enostavnejša. MicroStep stroji iz naše ponudbe za pripravo zvarnih robov omogočajo tako direktno pripravo zvarnih robov (neposredno iz poljubnega formata pločevine), kakor tudi iz že odrezanih kosov. Slednji način je enak tistemu, ki ga uporabljajo roboti.
Prednost tega načina pred robotskim je v tem, da omogoča enostavnejšo pripravo zvarnih robov na velikih formatih pločevine in ne zahteva dvojne opreme. Prav tako je možna istočasna uporaba več orodij (npr. rezanje z dvema glavama hkrati).
Priprava zvarnih robov je možna na istem stroju, ki ga sicer uporabljamo za običajno plazemsko avtogeno rezanje.
Več o strojih in opremi za pripravo zvarnih robov.
Postopek direktne priprave zvarnega roba
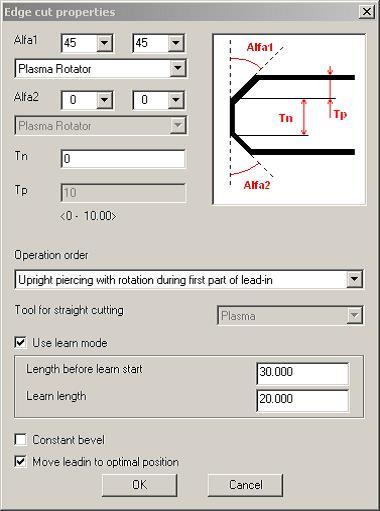
Postopek ne zahteva predhodne priprave 3D načrta oziroma 3D oblikovanja. V ustrezno programsko opremo se uvažajo enostavni 2D načrti. Liku, kateremu želimo pripravi zvarni rob, definiramo obliko zvarnega roba in njegove lastnosti (npr. kot) v ustrezni programski opremi, ki je standardno dobavljena skupaj s strojem.
Naslednji korak je generiranje CNC kode, temu pa sledi rezanje. Stroj sam izbere postopek, po katerem bo odrezal želeni zvarni kot glede na njegovo obliko. To pomeni, da je postopek priprave poljubnega zvarnega roba povsem avtomatiziran. Višinsko vodenje gorilnika je tudi pri rezanju pod kotom zasnovano na osnovi merjenja in vzdrževanja ''naučene'' napetosti obloka.
Postopek direktne priprave zvarnega roba s plazmo je omejen na jakost plazme. Primer: s 360 amperskim plazemskim izvorom lahko pripravljamo zvarne robove na pločevini debeline do največ 50 mm.
Postopek priprave zvarnega roba (ABP) na predhodno izrezanih kosih
ABP (additional bevelling process) dodatni proces rezanja pod kotom se uporablja predvsem za pripravo Y in K zvarnih robov za debelejše pločevine, ki jih ne moremo klasično rezati s plazmo ali pa želimo zmanjšati količino odpada pri klasični (direktni) pripravi zvarnih robov.
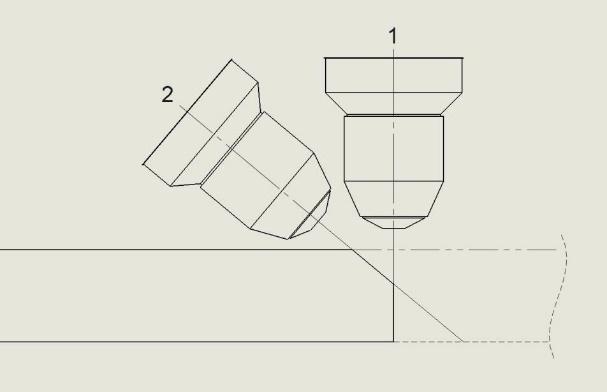
Standardno (direktno iz formata pločevine) se Y zvarni rob pripravi tako, da se najprej naredi pravokotni rez, nato pa še rez pod kotom, brez potrebe po premikanju pločevine (kot prikazuje spodnja slika). To naredimo direktno iz pločevine. Prednost je v tem, da dobimo direktno iz pločevine gotov kos s pripravljenim zvarnim robom (nobena manipulacija ni potrebna).
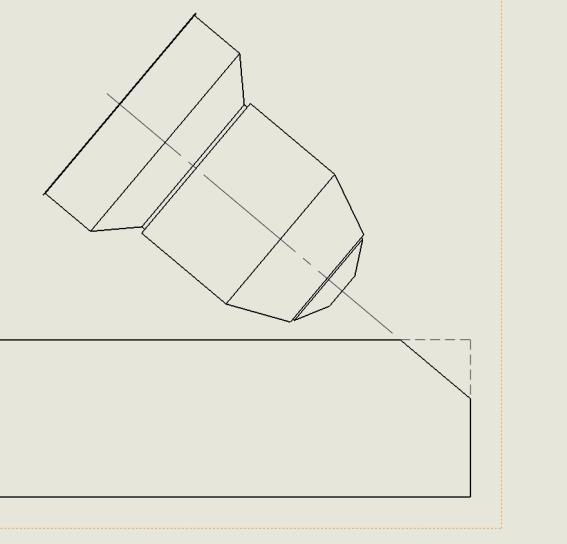
Direktni način priprave zvarnih robov je omejen s kapaciteto plazemskega izvora, saj lahko s plazemskim izvorom, katerega maksimalna debelina reza je 50 mm pod kotom 45° režemo le do debeline 35 mm. Slabost je tudi v tem, da imamo nekaj več odpada, saj se odreže tudi nekaj ''odpadne'' pločevine. Situacija se spremeni, če najprej odrežemo kos pravokotno in ga nato premaknemo na prosti del podstavne mize, kjer odrežemo samo zgornji del kosa pod kotom, kot kaže spodnja slika.
S plazmo lahko na ta način pripravimo zvarni Y ali K zvarni rob na maksimalni debelini pločevine, ki jo plazma še lahko odreže.
Postopek priprave je sledeč:
- Pravokotno odrezani kos, na katerem želimo pripraviti zvarni rob, položimo na podstavno mizo rezalnika
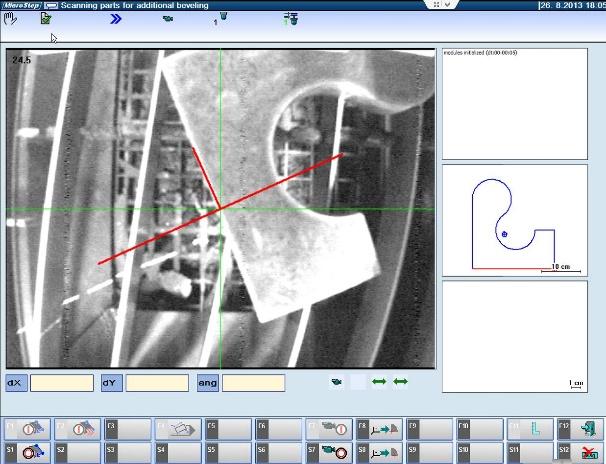
Material: ST37
Debelina: 60 mm - Skeniranje s pomočjo laserskega senzorja. Skener je nameščen na rotacijskem plazemskem suportu. Postopek skeniranja je avtomatiziran in podprt z ustreznim software-om.
- Rezanje – priprava zvarnega roba s plazmo. Prikazan je primer priprave Y zvarnega roba. V primeru, da želimo pripraviti X ali K zvarni rob, je odrezani kos potrebno obrniti in postopek ponoviti.
- Odrezani kos s pripravljenim zvarnim robom
MicroStep CNC rezalnik MG
Rezalnik tipa MG je robustna in zelo precizna ter zanesljiva naprava portalne izvedbe. Konstruirana posebej za visoko kvalitetno plazemsko in plamensko rezanje z možnostjo dodajanja različnih suportov na portal (npr.: vrtalna glava, rotator za rezanje pod kotom in pripravo zvarnih robov, gorilniki za avtogeno rezanje, markerji, ...). Rezalnik je grajen modularno, kar omogoča vsakršno modernizacijo in bodočo nadgradnjo sistema v smislu podaljševanja delovne dimenzije in prigradnje dodatnih suportov. Rezalnik je opremljen z zelo učinkovitim in uporabniku prijaznim CNC krmiljem iMSNC500. Krmilje omogoča tudi komunikacijo v slovenskem jeziku, v kolikor si to kupec želi.
Osnovne značilnosti:
- Dvostranski sinhronizirani vzdolžni pogonski sistem je zasnovan na linearnih vodilih, kar zagotavlja zelo visoko točnost stroja in vrhunsko kakovost reza.
- Zelo visoka kakovost reza s plazmo z visoko fokusiranim oblokom (HyPerformance in HiFocus plazme).
- Uležajeni zobniški pogon in uporaba hitrega CNC krmilja (deluje v Windows7 TM) omogočata ostre rezalne kote in ogle, kot tudi veliko natančnost pri rezanju likov.
- Visoki varnostni in okoljevarstveni standardi vsled uporabe segmentnega odsesovalnega sistema
- CNC krmilje je lahko povezano v omrežje
- Možnost programiranja neposredno na rezalniku
- Možnost prenosa iz vseh standardnih Auto-CAD/CAM programov preko DXF formata
| Tehnične specifikacije | MG |
| Namen: | Kvalitetno plazemsko rezanje in priprava zvarnih robov direktno iz pločevine ali na že odrezanih kosih |
| Debelina reza plazme: | Odvisno od plazemskega izvora |
| Dimenzije rezalne površine: | 6050 x 2050 mm |
| Višina rezalnika: | 1518 mm |
| Vodila: | linearna vodila v vseh oseh (Bosh Rexroth, THK ali HIWIN) |
| Pogoni: | sinhronizirani pomik z DC servo motorji (A in B os je AC servo) |
| Točnost rezanja: | DIN 2310 |
| Pogonski motorji: | Brez vzdrževanja, mikroprocesorsko krmiljeni DC-servo motorji v Z, X in Y oseh, AC-servo motorji v A in B oseh) |
| Višinsko vodenje plaz. gorilnika: | Avtomatsko, zasnovano na merjenju napetosti obloka |
| Zajemanje podatkov: | IRC 2500 (inkrementalni senzorji) |
| Ponovljivost: | ± 0,10 mm v skladu z DIN 28 206 |
| Hitrost pozicioniranja gorilnika: | maks. 25 000 mm/min |
| Maksimalna hitrost rezanja: | 000 mm/min (s plazma rotatorjem za HD kvaliteto reza) |
Pogonski motorji
Mehansko konstrukcijo MG rezalnikov diktirajo visoke zahteve glede hitrosti (vključno z visokimi pospeški in pojemki) in natančnosti plazemskih izvorov. Portal je gnan obojestransko na linearnih vodilih preko zobatih letev in zobniških koles brez zračnosti. Kvaliteten vzdolžni pomik v vseh oseh je izveden s Control Techniques DC-servo (Z, X in Y osi) ter AC-servo motorji (A in B osi) in natančnimi reduktorji brez zračnosti. Pozicijo merijo vrtljivi inkrementalni enkoderji, ki so nameščeni na oseh motorjev.
Bosh Rexroth, Thk ali Hiwin industrijska vodila
Linearni pogoni brez zračnosti so narejeni za visoke obremenitve in dolgo življenjsko dobo, kljub statičnim in dinamičnim obremenitvam, katerim so izpostavljeni. Vsi energetski in komunikacijski kabli ter cevi za pline so nameščeni v posebnem kabelskem kanalu, ki se pomika skupaj s portalom. Ta kabelski kanal ščiti kable in cevi pred lomljenjem in obrabo.
Suport gorilnika za plazemsko rezanje pod kotom - plazma rotator z neskončno rotacijo in inteligentnim nosilcem gorilnika
Za rezanje pod kotom (priprava zvarnih robov) je na portalu nameščen rotacijski suport (plazma rotator) za rezanje pod kotom.
Konstruiran je za rezanje pod kotom oziroma za pripravo zvarnih robov s kotom 0-50 °. Pripravljamo lahko različne vrste zvarnih robov (V, Y, X, K), odvisno od debeline materiala. Rotacijska glava ima dve dodatni osi (A in B) in omogoča izrez vseh oblik (kontur) pod kotom. Dovršen algoritem za različne načine rezanja in višinskega vodenja zagotavlja visoko kakovost reza in natančnost tako pri rezanju majhnih kontur, kakor velikih kosov ter opcijsko tudi cevi in sferičnih oblik obdelovancev.
Dinamično višinsko vodenje omogoča rezanje na 3 različne načine:
- rezanje z variabilnim kotom (npr. za rezanje cevi)
- rezanje s konstantnim kotom
- rezanje pod pravim kotom
Za različne obdelovance se uporabljajo različni načini višinskega vodenja, in sicer:
- za pripravo roba s konstantnim varilnim volumnom (npr. rezanje cevi) se uporablja robotski način na osnovi tipanja površine
- za velike konture se uporablja napetost obloka (''teach in'' določanje in učenje vrednosti napetosti)
- za majhne kose se lahko uporablja tudi konstantna višina
Gorilnik je nameščen v zaščiten nosilec, ki zagotavlja izklop stroja ob morebitnem trku gorilnika. Taka namestitev olajša tudi vzdrževanje gorilnika.
Zaradi robustnosti in teže rotacijskega suporta (rotatorja) je zmanjšana hitrost pomika v X in Y oseh. Zato je maksimalna hitrost rezanja, ki še zagotavlja visoko kakovost cca. 3000 mm/min. Ta hitrost je dovolj za doseganje visoke kakovosti reza pri debelinah pločevine nad 2-3 mm. Rezati je možno tudi manjše debeline vendar obstajajo zaradi manjše dinamike stroja kakovostne omejitve.
| Tehnične specifikacije | Rotacijski suport |
| Število samostojnih osi: | 5 (X1 in X2 ter Y1, Z1, A1, B1) |
| Maksimalna debelina reza: | Odvisno od plazemskega izvora |
| Maksimalni hod gorilnika: | 200 mm (150 mm nad mizo / 50 mm pod mizo) |
| Hitrost vertikalnega pomika: | Pomik v Z osi = 100 mm/sek |
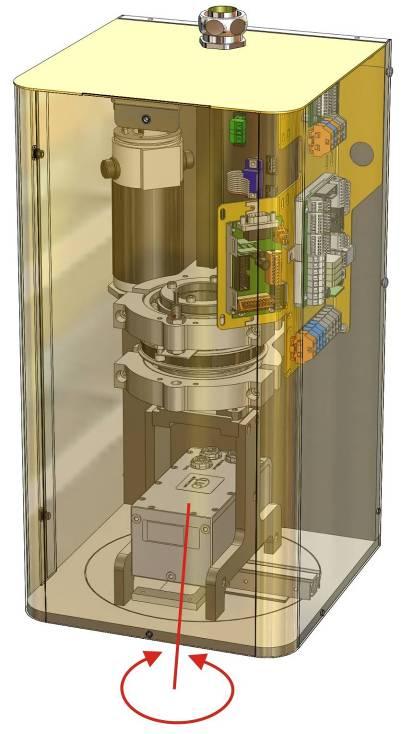
| Zasuk gorilnika v B osi: | neskončen |
| Nagib gorilnika: | +/- 50° |
| Hitrost nagiba gorilnika: | 0-90°/sek |
| Merjenje pozicije v vseh oseh: | inkrementalni senzorji |
Ker je višina gorilnika pri rezanju pod kotom zelo pomembna, je tudi pri rotatorju zelo natančno višinsko vodenje na osnovi merjenja napetosti obloka. Višinsko vodenje tudi pri rotatorju kompenzira obrabo potrošnih delov.
Laser Pointer – Laserski indikator
Za lažje, učinkovitejše in natančnejše delo je na nosilec plazemskega gorilnika pritrjen laser pointer, ki se uporablja za vizualno ročno pozicioniranje na točno določeno mesto kjerkoli na plošči, ki jo želimo rezati. S pomočjo laser pointerja so nekatere operacije, kot npr. določanje ničelne točke ali nastavitve vrtenja plošče, izvedene veliko hitreje, kar povečuje produktivnost stroja.
Avtomatska kalibracija geometrije plazemskega in avtogenega rotatorja
ACTG avtomatsko kompenzira mehanske netočnosti plazemske in avtogene rotacijske glave. Do netočnosti oziroma nepravilne geometrije lahko pride npr. zaradi kolizije gorilnika in pdb. Naprava izmeri mehansko odstopanje od optimalne geometrije in le-te posreduje krmilju, ki odstopanja programsko kompenzira. Inteligentna rotacijska glava je opremljena z magnetnimi senzorji, ki zaznajo minimalen odmik od optimalne geometrijske lege gorilnika. Na potrebo po kalibraciji se na monitorju izpiše opozorilo.
| Tehnične specifikacije | ACTG |
| Merilno območje v X osi | 20 mm |
| Merilno območje v Y osi: | 20 mm |
| Merilno območje v Z osi: | 14 mm |
| Natančnost merjenja: | 0,005 mm |
ABP - Laser skener za dodatni proces priprave zvarnih robov (robotski način) – na predhodno izrezanih kosih
Uporablja se v kombinaciji s plazemskim ali plamenskim rotatorjem na modelih strojev MG, DRM in CombiCut. Nameščen je na suportu rotatorja. Skener ima možnost rotacije okoli Z osi. Skener je namenjen prepoznavanju zgornja roba pločevine, kateri želimo pripraviti zvarni rob oziroma jo rezati pod kotom.
ABP (additional bevelling process) dodatni proces rezanja pod kotom se uporablja predvsem za pripravo Y in K zvarnih robov za debelejše pločevine, ki jih ne moremo klasično rezati s plazmo ali želimo zmanjšati količino odpada pri klasični (direktni) pripravi zvarnih robov