Produktivnost dela je v današnjih težkih časih ena ključnih konkurenčnih prednosti, ki jo moramo uporabiti pred konkurenco. Varjenje predstavlja v kovinsko-predelovalni industriji velik del celotnega časa pri izdelavi končnega izdelka, zato moramo zagotavljati tudi rast produktivnosti postopkov varjenja.
Slednje nas je v podjetju VIRS d.o.o. spodbudilo k temu, da slovenskim podjetjem predstavimo napredni sistem tandemskega MAG varjenja finskega proizvajalca KEMPPI. Gre za sistem KempArc TCS (Tandem Control System), ki zagotavlja visoko produktivnost mehaniziranih in robotiziranih varilnih aplikacij. Predstavitev je potekala v prostorih podjetja VIRS d.o.o. v Lendavi. Prisotni so bili predstavniki podjetij iz različnih panog kovinske industrije (avto industrija, industrija gradbene mehanizacije, kmetijske opreme, ...).
Sistemi varjenja z dvema žicama so se v preteklosti že pojavljali na trgu, vendar pravega preboja v industriji niso doživeli. Poglavitni vzrok za to so bile težave v zagotavljanju stabilnosti varilnega obloka, predvsem zaradi medsebojnega vpliva dveh oblokov, pa tudi zahteve po posebnih plinskih mešanicah.
Sistem TCS predstavlja rešitev za vse navedene težave, saj vsebuje poseben nadzorni sistem, ki ves čas nadzoruje in sproti prilagaja oba varilna obloka, tako, da drug drugemu ne povzročata težav. Tandemski sistem KempArc TCS sestavljata dva ločena varilna izvora, kar pomeni, da je vsaka varilna žica na svojem električnem potencialu. Sistema sta povezana preko nadzornega sistema TCS, ki poskrbi za usklajeno in nemoteno delovanje.
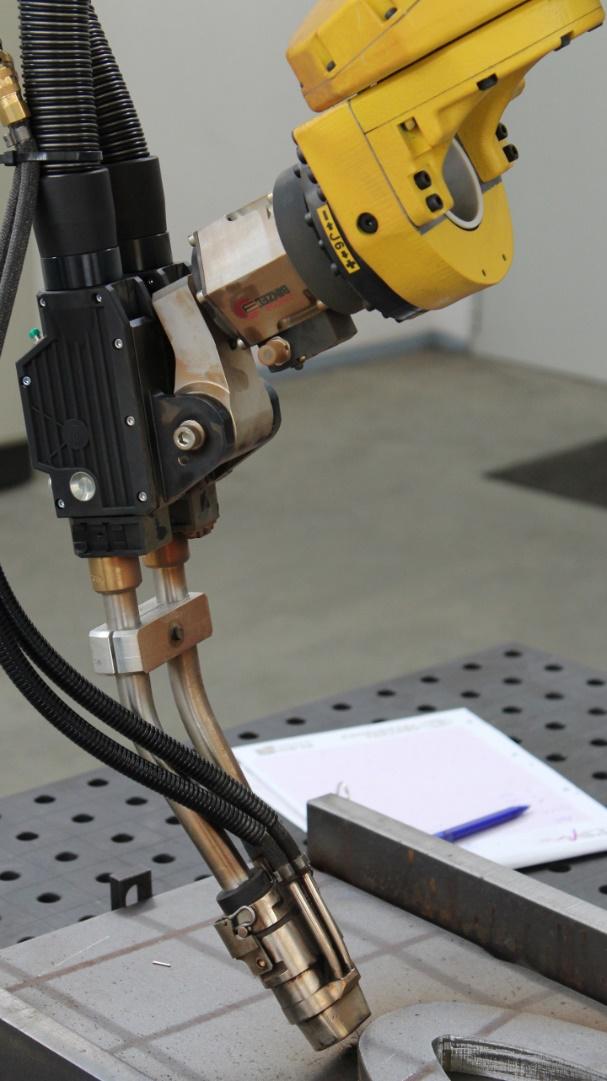
Za našo aplikacijo je bil uporabljen še varilni robotski manipulator FANUC tip Arc Mate 120iC, z nosilnostjo robotske roke 20 kg.
Predstavitev je potekala v dveh sklopih:
- Teoretična predstavitev tandemskega sistema varjenja
- Praktična predstavitev in varjenje testnih vzorcev
Predstavili smo razlike med sistemi večvarkovnih varilnih sistemov, pregled učinkovitosti med varilnimi procesi, prednosti in omejitve tandemskega sistema.
Praktična predstavitev je vključevala varjenje jekel različnih debelin in kvalitet.
Aplikacija 1
Prvi vzorec je predstavljala aplikacija iz avtomobilske industrije. Podatki o osnovnem materialu:
- Osnovni material: Jeklo S235, debeline 3 mm
- Mera zvara: A: 4 mm
- Tip zvara: prekrivni, prekrivanje 10 mm
- Varilna žica: VAC 60, Ø1,0 mm
- Varilni postopek: Pulse + Pulse (Wise Fusion modificiran oblok na obeh oblokih)
A dimenzija zvara: a 4 mm
Hitrost podajanja žice: 13 + 10,5 m/min
Varilna hitrost: 2 m/min
Odtaljevanje žice: 13,84 kg/h
Podatki kažejo, da smo s tandemskim sistemom dosegli izjemno veliko hitrost varjenja. Varilni oblok je zaradi uporabe funkcije WiseFusion, kljub veliki hitrosti ostal izjemno stabilen.
Aplikacija 2
Drugi vzorec je predstavljalo visokotrdnostno jeklo S960 iz industrije težke gradbene mehanizacije. Posebnost tega jekla je omejen vnos energije, na kar moramo biti pazljivi pri defniranju varilnih parametrov in hitrosti varjenja.
- Osnovni material: Jeklo S960, debeline 22 mm
- Tip zvara: kotni, več varkovno varjenje (6 prehodov za zapolnitev zvarnega roba)
- Varilna žica: X96, Ø1,2 mm
- Varilni postopek: Pulse + Pulse (Wise Fusion na obeh oblokih)
A dimenzija zvara: a 6 mm
Hitrost podajanja žice: 15 + 13 m/min
Varilna hitrost: 0,85 m/min
Odtaljevanje žice: 14,6 kg/h
Tudi pri tej aplikaciji smo dosegli izjemne varilne hitrosti, ki jih s klasičnimi sistemi ni mogoče doseči. Pri aplikacijah, kjer potrebujemo večje zvare, je takšen sistem še kako primeren, saj se zmanjša število potrebnih varkov, za zapolnitev zvarnega roba.
Zaključek
Sistem tandemskega varjenja Kemppi KempArc TCS ponuja pri robotiziranih in mehaniziranih aplikacijah varjenja velike prednosti v primerjavi s klasičnim sistemom:
- Varjenje tankih pločevin z majnhimi A- zvari
Bistveno povečana hitrost varjenja v primerjavi s klasičnimi postopki - Težka industrija (večje A-mere in večvarkovno varjenje)
Povečana stopnja odtaljevanja v primerjavi z enovarkovnimi sistemi
Splošne prednosti:
- Višja kvaliteta zvarov
- Zaradi daljše varkovne kopeli imajo plini več časa za izhlapevanje iz zvarne kopeli, kar posledično pomeni manj nečistoč v zvaru.
- Zmanjšan vnos energije zaradi povečane stopnje odtaljevanja → manj deformacij → manj popravil izdelkov.
- Proces ne zahteva nobenih posebnih plinskih mešanic (kot npr. TIME)
- porabimo lahko isti plin tako za pulzno kot klasično (1-MIG) varjenje
- Argon + CO2 za konstrukcijska jekla (< 20 % CO2)
- Argon in Argon + Helij mešanice za aluminij
Pripravil: Zlatko Sobočan, IWE (VIRS d.o.o.)